Вертикальные зубофрезерные станки с ЧПУ. Ао стп саста
Мы предлагаем токарные станки с ЧПУ, токарные центры, токарно-фрезерные центры, токарные станки с проходным суппортом, станки с оперативной системой управления, зубофрезерные станки, зубообрабатывающие станки
«Горячая линия» по вопросам эксплуатации станков: тел. (49133) 9-39-64.
АО «СТП-САСТА» уделяет повышенное внимание вопросам сервисной поддержки поставляемого оборудования. Центр Сервисного Обслуживания выполняет:
- Пусконаладочные работы станков производства АО «СТП-САСТА».
- Сервисное обслуживание оборудования (средний или мелкий ремонт, технический осмотр) в гарантийный и послегарантийный период станков производства АО «СТП-САСТА».
- Обучение специалистов Заказчика эксплуатации и обслуживанию станков производства АО «СТП-САСТА».
- Капитальный ремонт и модернизация универсального оборудования и станков с ЧПУ.
I. Пусконаладочные работы
Пусконаладочные работы поставляемого оборудования производятся специалистами ОАО «СТП-САСТА» в соответствии с условиями заключенного договора.
Перечень работ при пусконаладке:
- Проверка монтажа и выставки станка.
- Проведение пусконаладочных работ в соответствии с типовой программой и методикой испытания станка или в соответствии с согласованным технологическим процессом обработки деталей Заказчика.
- Сдача станка в эксплуатацию.
II. Сервисное обслуживание
Наши инженеры выезжают на место работы оборудования, осуществляют диагностику неполадок, составляют дефектную ведомость и перечень необходимых запасных частей. После доставки всех комплектующих мы осуществляем ремонт оборудования и предоставляем гарантию на выполненные работы.
Перечень выполняемых работ при осмотре:
- Проверка выставки станка по уровню.
- Наружный осмотр без разборки для выявления дефектов в целом и по узлам.
- Проверка прочности и плотности неподвижных жестких соединений (основания с фундаментом, станины с основанием, шпиндельной бабки со станиной и т.п.).
- Проверка переключения рукояток скоростей шпинделя и подач.
- Очистка и промывка протекторов на каретке, салазках суппорта и задней бабке.
- Проверка состояния системы смазки и охлаждения.
- Проверка состояния ограждающих кожухов, щитков и т.п.
Перечень выполняемых работ при среднем ремонте:
- Проведение дефектовки станка.
- Проверка станка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Промывка, протирка деталей разобранных узлов; промывка, очистка от грязи неразобранных узлов.
- Контроль жесткости шпиндельного узла.
- Замена или восстановление изношенных втулок, подшипников качения.
- Замена электромагнитных муфт.
- Замена изношенных колес и муфт.
- Замена или восстановление изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта или его замена.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- Ремонт или замена гидроаппаратуры.
- Ремонт или замена арматуры местного освещения.
- Ремонт насосов и аппаратуры системы смазки, замена маслоуказателей, прокладок, пробок и др. элементов системы смазки.
- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих кожухов, щитков, экранов и т.п.
- Проверка состояния электрооборудования, жгутов и электродвигателей.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Испытание станка на холостом ходу, проверка на шум, нагрев и по обрабатываемой детали на точность и чистоту обработки.
Стоимость и сроки проведения среднего ремонта станков устанавливаются после составления ведомости дефектов и утверждения Технического Задания на средний ремонт Заказчиком.
Перечень выполняемых работ при мелком ремонте:
- Частичная разборка шпиндельной бабки. Осмотр внутренних узлов. Выявление деталей (приобретаются и устанавливаются за отдельную плату), требующих замены при ближайшем плановом ремонте.
- Зачистка посадочных поверхностей на шпинделе и пиноли задней бабки без демонтажа последних.
- Проверка зазоров между валиками и втулками.
- Замена изношенных втулок.
- Регулирование подшипников качения (кроме шпиндельных).
- Замена изношенных подшипников.
- Регулирование электромагнитной муфты главного привода.
- Зачистка заусенцев на зубьях шестерен и шлицах.
- Осмотр и регулирование ШВП (продольного и поперечного).
- Проверка работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов.
- Замена изношенных сухарей, штифтов, пружин и других деталей механизмов.
- Ремонт и промывка системы смазки и ликвидация утечек.
- Регулирование плавности перемещения каретки, суппорта, подтягивание клиньев, прижимных планок.
- Проверка и ремонт (без замены комплектующих) системы пневмооборудования и охлаждения, ликвидация утечек.
- Проверка состояния электрооборудования, жгутов и электродвигателей. Выявление изношенных деталей (приобретаются и устанавливаются за отдельную плату), которые предположительно не выдержат эксплуатации до очередного планового ремонта.
- Проверка точности установки станка.
- Испытание станка на холостом ходу, проверка на шум, нагрев и по тестовой детали на точность и чистоту обработки.
Гарантийное обслуживание
Гарантийное обслуживание станков производства АО «СТП-САСТА» осуществляется в течение 12 месяцев, в соответствии с условиями договора поставки оборудования.
Послегарантийное обслуживание
АО «СТП-САСТА» рекомендует заключить договор о послегарантийном обслуживании металлообрабатывающего оборудования. Договор о послегарантийном обслуживании станков может быть заключен сроком от 1 года до 3 лет и более.
III. Обучение
Специалисты АО «СТП-САСТА» готовы произвести обучение технического персонала Заказчика по взаимно согласованной программе на площадях ОАО «СТП-САСТА» или по сокращенной программе на площадях Заказчика.
Пример программы обучения на площадях АО «СТП-САСТА» (обучение в течение 1 недели):
Электрическая часть
- Назначение и общие характеристики УЧПУ «Sinumerik 802D»
- Состав и монтаж УЧПУ:
- Аппаратная часть
- Монтаж и схема подключения составных частей УЧПУ
- Программное обеспечение УЧПУ
- Интерфейс с оператором станка:
- Назначение областей графического экрана
- Клавиатура пульта оператора
- Станочный пульт
- Режимы работы:
- Выход в нулевую точку станка «JOG REF»
- Ручной режим работы «JOG» и «JOG INC»
- Режим преднабора «MDA»
- Автоматический режим «AUTOMATIC»
- Ввод в эксплуатацию системы ЧПУ
- Состав, монтаж, подключение и ввод в эксплуатацию приводов «Simodrive 611U(E)»
- Обучение разработке управляющих программ
- Практические занятия
Механическая часть
- Технология сборки станка и регулировка его основных узлов:
- регулировка ШВП по осям;
- регулировка подшипников шпинделя;
- регулировка механизма смены инструмента.
Горячая линия» по вопросам эксплуатации станков
stp-sasta.ru
СТП-САСТА | ГИПРОТЯЖМАШ
Проектная документация технического перевооружения производства на площадях АО «СТП-САСТА» для изготовления деталей повышенной и прецизионной точности, применяемых при изготовлении прецизионных станков.
В рамках технического перевооружения предусматривается:
- приобретение нового прецизионного механообрабатывающего оборудования для финишной обработки и сборки, инструмента, средств контроля;
- модернизация и замена оборудования и сетей инженерного обеспечения;
- капитальный ремонт и переустройство строительных конструкций (в т.ч. ограждающих конструкций, фундаментов).
Технически перевооружаемая площадь 7 769,1 кв. м, в том числе:
- термостабильная зона – 1 097 кв.м;
- зона механической обработки деталей – 1 028 кв.м;
- административные помещения – 1 572 кв.м;
- склады – 2 155 кв.м;
- общий монтаж станков – 640 кв.м.
ОАО «САСТА» – завод по производству токарно-фрезерных прецизионных станков, токарных прецизионных обрабатывающих центров с ЧПУ и зубофрезерных станков с ЧПУ.
На сегодняшний день на заводе налажено производство станков с проходными суппортами, позволяющими обрабатывать длинные валы за один установ, токарных станков с направляющими качения, зубофрезерных станков.
Анализ действующего производства показал следующее:
- существующее оборудование частично морально устаревшее и имеет большую степень износа;
- технологический процесс предполагает высокий уровень ручных доводочных работ в связи с отсутствием высокоточного механообрабатывающего оборудования;
- отсутствует инфраструктура для выпуска высокоточных станков (термостабильная зона, виброизолированные места сборки).
Вышеуказанные недостатки не позволяют обеспечить выпуск запланированной производственной программы что обусловлено повышенным уровнем ответственности производственного персонала на сборке станков и увеличение трудоемкости производимых работ для обеспечения заявленной точности выпускаемого оборудования.
Целью проекта является создания серийного производства станкоинструментальной продукции (изготовление токарно-фрезерных прецизионных станков и токарных прецизионных обрабатывающих центров с ЧПУ) на производственных площадях ОАО «САСТА» с образованием самостоятельного предприятия АО «СТП-САСТА».
В соответствии с заданием на проектирование производство станков включает: разработку, производство, ремонт, гарантийное и послегарантийное обслуживание металлорежущих станков и технологической оснастки.
Номенклатура продукции:
- токарные станки с оперативной системой управления СА500С10Ф2К, СА600С10Ф2К;
- токарные станки с ЧПУ, с направляющими качения СА500С10Ф3К, СА600С10Ф3К, СА700С10Ф3К;
- токарные станки с ЧПУ горизонтальной компоновки СА1100С50ФЗП, СА1250С50ФЗП;
- обрабатывающие центры с ЧПУ наклонной компоновки класса точности «В» САТ400С06Ф4, САТ630С10ФЗ, САТ700С08Ф3, САТ800С10Ф3;
- обрабатывающие центры с ЧПУ наклонной компоновки класса точности «А» СА535С10Ф4, СА650С15Ф4, СА720С18Ф4;
- вертикальные зубофрезерные станки с ЧПУ 5320Ф4, 5380Ф4, 53125Ф4;
- токарные станки СА700С30Ф2К;
- специальные станки СА850С20Ф4К, СА950С30Ф4К.
Related Projects

Проектная документация технического перевооружения производственных мощностей ООО «Савеловский машиностроительный завод» с целью изготовления серии токарно-фрезерных…
ОАО "СТП-ЕДМ инжиниринг" - новое предприятие по производству электроэрозионных проволочно-вырезных и электроэрозионных супердрелей. Предприятие создано …
gtm-project.ru
| ОГРН | 1146232000199 |
| ИНН | 6232009237 |
| КПП | 623201001 |
| Организационно-правовая форма (ОПФ) | Публичные акционерные общества |
| Полное наименование юридического лица | АКЦИОНЕРНОЕ ОБЩЕСТВО "СТП-САСТА" |
| Сокращенное наименование юридического лица | АО "СТП-САСТА" |
| Регион | Рязанская область |
| Юридический адрес | 391434, Рязанская область, город Сасово, улица Пушкина, д. 21 |
| Регистратор | |
| Наименование | Межрайонная инспекция Федеральной налоговой службы №2 по Рязанской области, №6234 |
| Адрес | 390013, Рязанская обл, Рязань г, Завражнова пр-д, 9 |
| Дата регистрации | 10.07.2014 |
| Дата присвоения ОГРН | 10.07.2014 |
| Учёт в ФНС | |
| Дата постановки на учёт | 10.07.2014 |
| Налоговый орган | Межрайонная инспекция Федеральной налоговой службы №4 по Рязанской области, №6232 |
| Сведения о регистрации в ПФР | |
| Регистрационный номер | 072017061824 |
| Дата регистрации | 10.07.2014 |
| Наименование территориального органа | Государственное Учреждение - Управление Пенсионного фонда Российской Федерации по Сасовскому району Рязанской области, №072017 |
| Сведения о регистрации в ФСС | |
| Регистрационный номер | 620018178562001 |
| Дата регистрации | 10.07.2014 |
| Наименование исполнительного органа | Государственное учреждение - Рязанское региональное отделение Фонда социального страхования Российской Федерации, №6200 |
egrinf.com
|
СА1100СФП |
CА1250СФП |
|
|
Наибольший обрабатываемый диаметр изделия, мм: |
|
|
|
над станиной |
1080 |
1265 |
|
над суппортом |
930 |
1100 |
|
Диаметр отверстия в шпинделе, мм |
180 (166,260,375)* |
180 (166,260,375)* |
|
Условный размер конца шпинделя ГОСТ 12595 (DIN55026)) |
2-15Ц |
2-15Ц |
|
Ширина направляющих станины, мм |
770 |
770 |
|
Наибольшая длина обрабатываемого в центрах изделия, мм |
3000,5000,7000,8000,10000,12000,14000,16000,18000,20000 |
|
|
Наибольший вес устанавливаемого издели, кг: - в патроне - в центрах |
1000 10000 |
1000 10000 |
|
Мощность главного привода/ 30 мин, кВт |
60/75 (37/45)* |
60/75 (37/45)* |
|
Наибольший крутящий момент на шпинделе, Н·м |
8304/10380 (1712/2084)** |
8304/10380 (1712/2084)** |
|
Пределы частот вращения шпинделя, об/мин (2 диапазона, регулирование частоты внутри диапазона бесступенчатое) |
5...750 (0...2200, 0...1820, 0...500)*** |
5...750 (0...2200, 0...1820, 0...500)*** |
|
Наибольшая высота резцов, мм |
32 |
32 |
|
Наибольшие усилия резания при точении, Px / Pz, кН |
15 / 30 |
15 / 30 |
|
Пределы рабочих подач суппорта по осям Х и Z, мм/мин |
1…4000 |
1…4000 |
|
Скорость быстрых перемещений суппорта, мм/мин: |
|
|
|
по оси Z |
6 000 |
6 000 |
|
по оси Х |
4 000 |
4 000 |
|
Дискретность задания перемещений, продольных и поперечных, мкм |
1 |
1 |
|
Пределы шагов нарезаемых резьб, мм |
0,1…320 |
0,1…320 |
|
Мощность электродвигателя главного привода/30 мин., кВт |
60 / 75 |
60 / 75 |
|
Задняя бабка: |
|
|
|
ход пиноли, мм |
320 |
320 |
|
диаметр пиноли, мм |
280 |
280 |
|
конус отверстия в шпинделе |
М90 |
М90 |
|
Масса (для РМЦ 3000, 5000 и 7000 мм), кг |
13000, 15000, 17000 |
14000, 16000, 18000 |
|
Габаритные размеры, мм |
|
|
|
длина (для РМЦ 3000, 5000 и 7000 мм) |
7000, 9000, 10700 |
7000, 9000, 10700 |
|
ширина |
3300 |
3300 |
|
высота |
2400 |
2690 |
stp-sasta.ru
Вертикальные зубофрезерные станки с ЧПУ
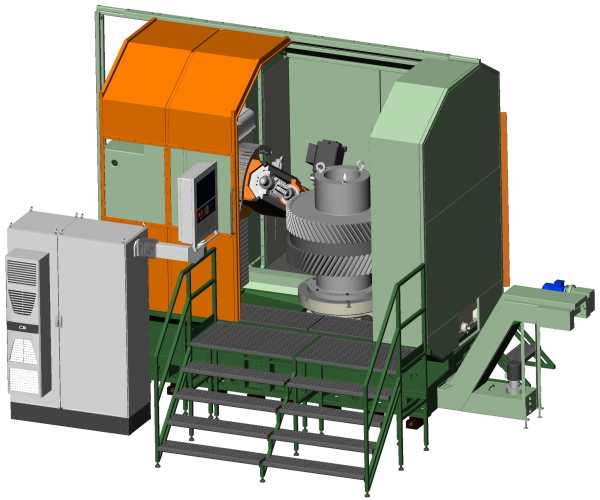 Вертикальные зубофрезерные станки с наибольшими диаметрами обрабатываемых зубчатых колёс от 200 до 1250 мм предназначены для получения зубьев и других профилей, например, шлицевых соединений, фрезерованием червячной и дисковой фрезами, методами обката и единичного деления. Возможна также обработка зубчатых колёс и другими инструментами, работающими по методу обката и единичного деления, например, обработка закалённых зубчатых колёс твёрдосплавным лезвийным инструментом. На станках предусмотрена обработка колёс, выполненных из разных материалов (включая чугун, конструкционные и легированные стали), а также закалённых зубчатых колёс и других профилей специальными твёрдосплавными фрезами. Возможна обработка прямозубых, косозубых и шевронных колёс, а также получение зубьев различной модификации по длине зуба, колёс с малым углом конуса на профиле, бочкообразных зубчатых колёс и колёс с любой известной в настоящее время модификацией зуба по длине.
Вертикальные зубофрезерные станки с наибольшими диаметрами обрабатываемых зубчатых колёс от 200 до 1250 мм предназначены для получения зубьев и других профилей, например, шлицевых соединений, фрезерованием червячной и дисковой фрезами, методами обката и единичного деления. Возможна также обработка зубчатых колёс и другими инструментами, работающими по методу обката и единичного деления, например, обработка закалённых зубчатых колёс твёрдосплавным лезвийным инструментом. На станках предусмотрена обработка колёс, выполненных из разных материалов (включая чугун, конструкционные и легированные стали), а также закалённых зубчатых колёс и других профилей специальными твёрдосплавными фрезами. Возможна обработка прямозубых, косозубых и шевронных колёс, а также получение зубьев различной модификации по длине зуба, колёс с малым углом конуса на профиле, бочкообразных зубчатых колёс и колёс с любой известной в настоящее время модификацией зуба по длине.
Станки предназначены для обработки зубчатых колёс повышенной точности (по классу точности П ГОСТ 8-82 и ГОСТ 659-89Е). На станках предусмотрена обработка как составных зубчатых колёс (с базированием по отверстию), так и колёс и других профилей, выполненных непосредственно на валу (зубчатые венцы, шлицы и т. п.).

Технические характеристики
| Технические характеристики | 5320Ф4 | 5380Ф4 | 53125Ф4 |
| Наибольший диаметр обрабатываемого колеса, мм | 200 | 800 | 1250 |
| Наибольший модуль обрабатываемых колёс при обработке червячной/дисковой модульной фрезой, мм | 6 / 8 | 10 | 12 |
| Наибольшее вертикальное перемещение суппорта, мм | 250 | 750 | 750 |
| Диаметр стола, мм | 200 | 800 | 1000 |
| Наибольшая частота вращения стола, об/мин | 140 | 15 | 10 |
| Конус инструментального шпинделя | 40АТ5 ГОСТ15945-82 | Морзе 6 | Морзе 6 |
| Наибольший диаметр устанавливаемых фрез, мм | 160 | 200 | 350 |
| Наибольшая длина устанавливаемых фрез, мм | 350 | 350 | 350 |
| Угол наклона фрезы, град. | +/-45 | +/-45 | +/-45 |
| Мощность привода фрезы, кВт | 22 | 35 | 35 |
| Частота вращения фрезы, об/мин | 0...700 | 1...250 | 1...250 |
| Максимальное тангенциальное перемещение фрезы, мм | 250 | 300 | 350 |
|
Ускоренное вертикальное перемещение суппорта, мм/мин |
15000 | 4000 | 4000 |
|
Ускоренное радиальное и осевое перемещение фрезы, мм/мин |
15000 | 3000 | 3000 |
|
Расстояние между осями шпинделя и стола, мин/макс, мм |
25 /275 | 40 /560 | 50 /750 |
|
Габаритные размеры, мм |
5830х4800х3280 | 5950х4420х3935 | 5950х4420х3935 |
| Масса станка без приставного оборудования, кг | 7000 | 18000 | 18000 |
Вернуться в начало
stp-sasta.ru
Модернизация металлорежущих станков - Мы предлагаем токарные станки с ЧПУ, токарные центры, токарно-фрезерные центры, токарные станки с проходным суппортом, станки с оперативной системой управления, зубофрезерные станки, зубообрабатывающие станки
Токарный станок с ЧПУ 16К20Ф3М (модернизация станка 16К20)
Класс точности - П (по ГОСТ 8-89).
Модернизация универсального станка 16К20 включает встройку новых узлов:
- системы ЧПУ с пультом управления в зоне оператора;
- ШВП по осям X и Z;
- электрошкафа, устанавливаемого на станину станка;
- револьверной головки;
- подвижных кожухов защиты зоны резания;
- дозаторной станции смазки;
- кабинетного ограждения;
- импульсной системы смазки;
- главного привода и привода подач.
В ходе модернизации выполняется капитальный ремонт механической части станка, демонтируются коробка подач, фартук, фрикцион.
Полуавтомат токарно-патронный с ЧПУ 1П756ДФ4 (модернизация станка 1П756ДФ3)
Целью модернизации станка является расширение его технологических возможностей для выполнения полного цикла обработки сложных деталей за один установ. Станок предназначен для токарной, фрезерной и сверлильной обработки с высокой точностью и производительностью деталей типа тел вращения диаметром до 500 мм и длиной до 320 мм. Класс точности - П (по ГОСТ 8-89).
Модернизация базового станка 1П756ДФ3 включает встройку следующих узлов:
- каретки с поперечной ползушкой;
- электромеханического привода оси "С";
- дискового тормоза шпинделя;
- 12-позиционной револьверной головки;
- ШВП по осям X и Z;
- системы ЧПУ;
- цифровых приводов подач;
- навесного электрошкафа;
- главного привода с частотным регулированием;
- телескопической защиты направляющих;
- дозаторной станции смазки;
- системы охлаждения;
- устройства измернеия и привязки режущего инструмента;
- кабинетной защиты зоны резания.
Токарно-карусельный станок 1512Ф3 (модернизация станка 1512Ф3)
Модернизированный токарный полуавтомат с ЧПУ мод. 1512Ф3 предназначен для расширения технологических возможностей и повышения точности при обработке деталей типа тел вращения диаметром до 1200 мм и высотой до 320 мм.
Модернизированный станок обеспечивает возможность выполнения в автоматическом режиме всех видов токарной обработки, включая наружную обточку, расточку ступенчатых и конических поверхностей, нарезание всех видов резьбы на корпусных деталях.
Модернизация базового токарно-карусельного станка включает встройку следующих узлов:
- электромеханических приводов по осям X и Z;
- ШВП по осям X и Z;
- системы ЧПУ;
- цифровых приводов подач;
- электрошкафа;
- главного привода с частотным регулированием;
- телескопической защиты направляющих;
- дозаторной станции смазки;
- системы подачи СОЖ;
- защиты зоны резания.
Зубодолбёжный станок с ЧПУ модели 5А140МФ4 (модернизация зубодолбёжного полуавтомата мод. 5А140П)
Предназначен для нарезания цилиндрических зубчатых колес методом обкатки заготовки долбяком.
- Класс точности станка по ГОСТ 8-89: П
- Наибольший диаметр обрабатываемой заготовки: 500 мм
- Наибольший модуль: 8 мм
- Наибольшая ширина обрабатываемого венца: 100 мм
Зубофрезерный станок с ЧПУ модели 53А80МФ6 (модернизация зубофрезерного полуавтомата мод. 53А80)
Предназначен для получения зубьев и других профилей методами обката и единичного деления. Возможна также обработка зубчатых колёс и другими инструментами, работающими по методу обката и единичного деления, например, обработка закалённых зубчатых колёс твёрдосплавным лезвийным инструментом.
- Класс точности станка по ГОСТ 8-77 и ГОСТ 659-78: П
- Наибольший диаметр обрабатываемой заготовки: 800 мм
- Набольший модуль: 10 мм
- Габаритные размеры, длина х ширина х высота , мм: 3600х2800х2400
- Масса, кг: 11000
Зубошлифовальный станок с ЧПУ модели 5Д833МФ6 (модернизация зубошлифовального полуавтомата мод. 5Д833)
Предназначен для шлифования закаленных цилиндрических зубчатых колес, как прямозубых, так и косозубых в серийном и крупносерийном производствах.
- Класс точности станка по ГОСТ 8-82: В
- Диаметры устанавливаемой заготовки:
наименьший при круге диаметром 400: 40 мм наибольший: 320 мм
- Модуль обрабатываемой заготовки:
наибольший при 1 заходном круге: 6 наибольший при 2 заходном круге: 3
- Наибольшая ширина прямозубого венца
- обрабатываемой заготовки: 130 мм
- Число зубьев обрабатываемого изделия:
наименьшее: 12 наибольшее: 200
- Габаритные размеры, длина х ширина х высота , мм: 3500х3500х2900
- Масса, кг
stp-sasta.ru
История изменений в ЕГРЮЛ |
|||||||||||
| 1 |
|
||||||||||
| 2 |
|
||||||||||
| 3 |
|
||||||||||
| 4 |
|
||||||||||
| 5 |
|
||||||||||
| 6 |
|
||||||||||
| 7 |
|
||||||||||
| 8 |
|
||||||||||
| 9 |
|
||||||||||
| 10 |
|
||||||||||
regreestr.com